
Data-driven continuous improvement in the sub-fab is critical for HVM EUV lithography
As EUV lithography moves into high-volume production, having a sophisticated, systematic approach to track and prevent downtime translates into money saved, directly impacting the bottom line. Edwards explains how a data driven approach can pay for itself many times over.
By Nicolai Tallo, Product Manager, EdwardsBy Nicolai Tallo, Product Manager, Edwards

Extreme ultraviolet (EUV) lithography is poised to enter high-volume manufacturing (HVM) in 2019 at several fabs. With total EUV investments expected to be measured in the high $100Ms dollars, the capital investment alone warrants extraordinary efforts to ensure maximum availability. The cost of downtime is further multiplied by the “bottleneck” role lithography plays in the overall process, such that EUV downtime will unavoidably cause significant production losses.
Sub-fab support systems, such as those providing process vacuum and abatement, are mission-critical components in EUV lithography. Failures there carry the same costs for availability and production losses as failure in the EUV system itself. Maximizing availability requires a data-driven program that identifies potential failure modes and allocates resources to mitigate consequences, with priority given to the most likely and most costly causes. Having the right spare parts on hand when they are needed is one critical component of system availability. An examination of a data-driven approach to managing spare parts inventories for EUV sub-fab systems will clearly show the methodology employed and its potential value in maximizing availability and minimizing production losses.
A data-driven approach requires, above all, consistent, standards-based data and lots of it. Over the last 10 years Edwards has acquired data from more than 100 EUV vacuum systems, comprising, as of this writing, 100 percent of current EUV installations. Consistency within the data is ensured by the strict application of the SEMI E-10 standard as a basis for calculating availability. The data, based on global availability reporting across the installed base, are used to define, refine and update an availability matrix, which, in turn, is used to prioritize and pre-position spare parts inventory, identify common root causes of failure, and direct efforts in continuous improvement.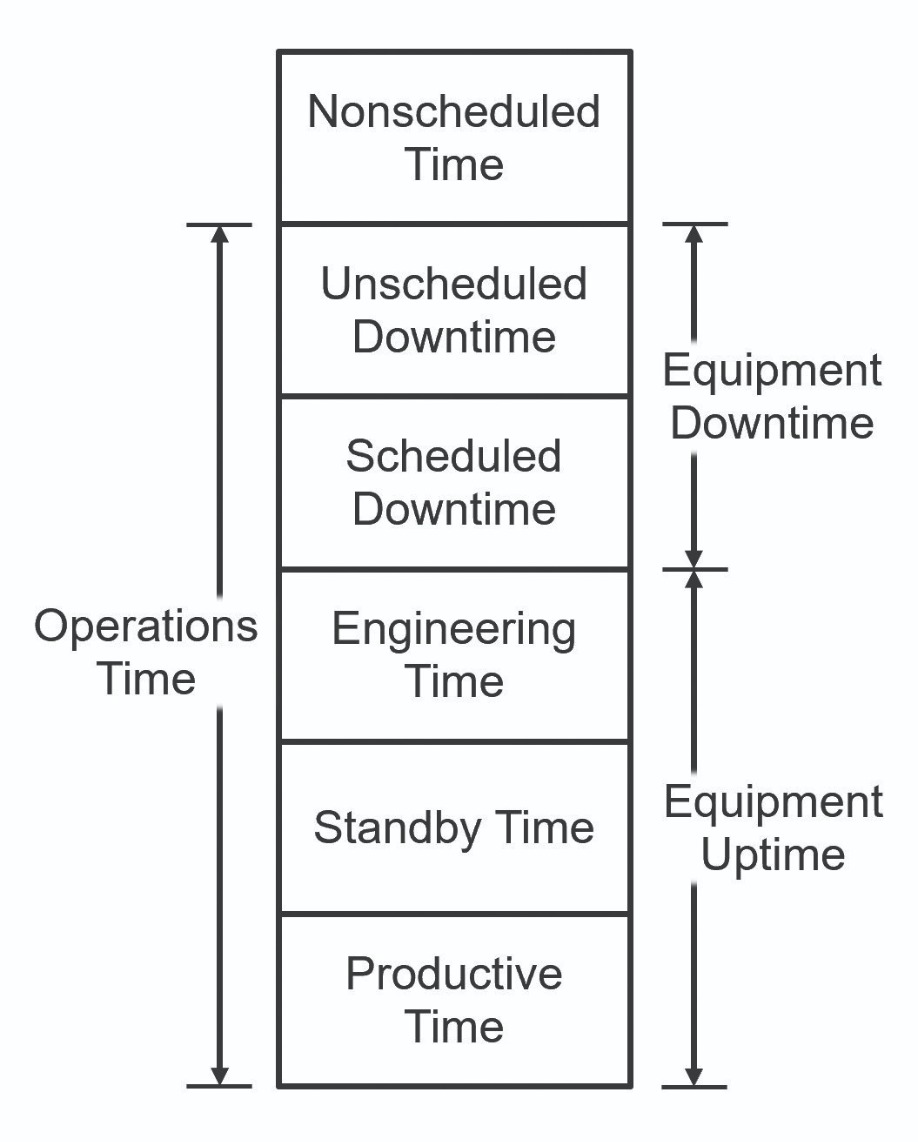
Figure 1: SEMI E-10 defines the various classes of time used to compute system availability.
Calculating availability – SEMI E-10
Figure 1 is a schematic representation of the time states defined by SEMI E-10. Availability is Equipment Uptime as a percentage of Operations Time. Time spent waiting for spare parts is a maintenance delay and is included in either scheduled or unscheduled downtime. Figure 2 shows what a weekly availability report for a system might look like. Reporting in this manner allows for effective fleet management by identification of critical issues and the respective parts and resolution required.
The availability matrix
The development and use of an availability matrix is a key enabler to the application of a “just-in-time” (JIT) philosophy to spare parts inventory management. It is a process of continuous improvement that seeks to minimize customer risk with global knowledge, locally applied. Figure 3 illustrates the ongoing improvement cycle. 
Figure 2: Standards-based reporting of system availability provides actionable data for a program of reporting and continuous improvement.
Underlying a summary report like the one in Figure 2 is a detailed matrix of every activity affecting system availability (Figure 4). In addition to a description of the activity the matrix includes information about the frequency of occurrence, a holistic approach to the different ways time (to the minute) is spent in making the repair, and the impact of the repair on availability. This level of detail is a necessary component for calculating the overall tool availability and allows for prioritisation based on this rather than sub-fab availability alone. Considerations as subtle as where the spares are stored on site, within reach, in another room, or in another building, are captured in this matrix and available for analysis. Statistical analysis of this information across the global installed base permits an evaluation of the impact of each part on system availability and determines what parts are likely to be needed where. This allows for a localised approach to inventory management utilising global insight.
Continuous improvement
An initial availability matrix is developed during system design based largely on input from design engineers, component suppliers and in-house testing. The matrix is continuously updated with information reported from the field to determine true availability. The matrix also provides a basis for defining specific improvement projects. Figure 5 shows the projected impact on overall availability of a series of improvements. The hard data provided by the availability matrix supports a proactive approach to failure analysis and improvements in design and testing with component suppliers. The evidence-based approach promotes the development of collaborative relationships over extended periods of engagement. Figure 6 shows the results of an improvement project undertaken with a supplier of gas sensors to reduce the number of maintenance events associated with their sensor. 
Figure 3: Continuous improvement is a repeating cycle of data collection, analysis and action.
The next step involves introducing an intelligent health monitoring system that can anticipate the need for a spare part well before it occurs. If necessary, the supplier can be alerted to prepare for a timely deployment of the required component. This is especially valuable for long-lead time parts with complex supply chains. The semi-automated process reduces the risk of extended downtime waiting for critical parts.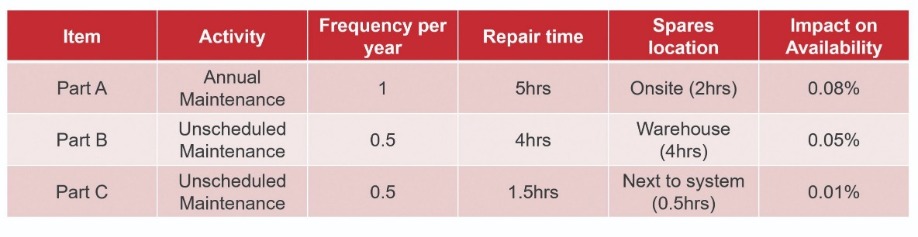
Figure 4: The availability matrix includes detailed information about every event that affects system availability.
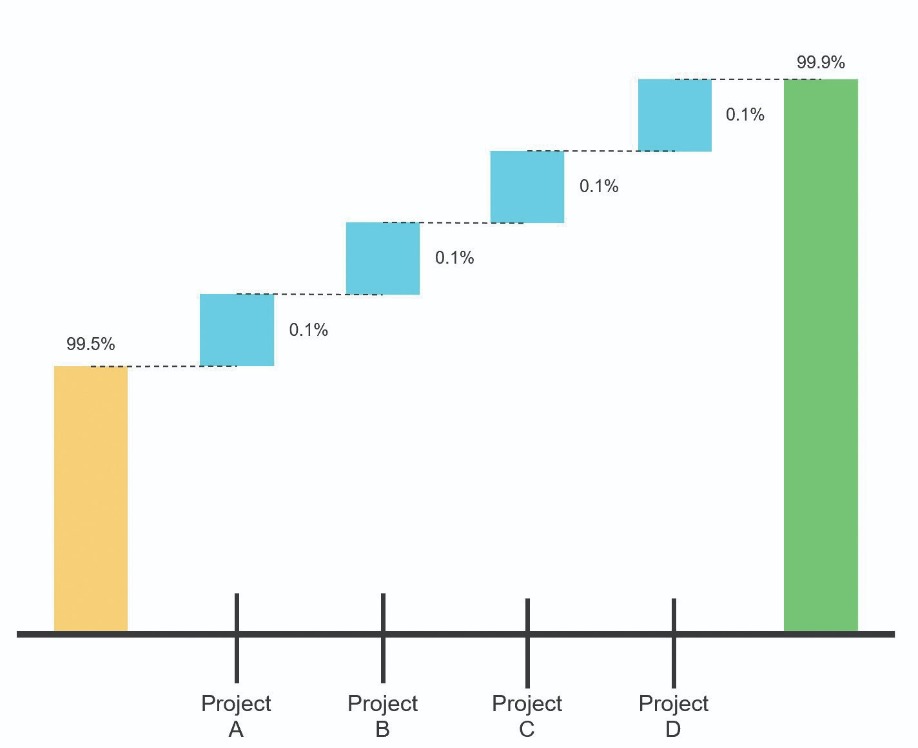
Figure 5: The availability matrix permits the intelligent allocation of resources to improvement projects likely to have the greatest impact on system availability.
Summary
The high cost of EUV lithography systems and their role
as a bottleneck in the manufacturing process make maximizing their
availability a high priority. The same priority must be given to
critical sub-fab systems required to support EUV operations. Failure in
the sub-fab directly affects the availability of the EUV process and
imposes the same costs for production losses. A data-driven program of
continuous improvement is essential for optimizing availability. We have
described the application of this approach to the management of spare
parts inventories, one component of availability. Standards, such as
SEMI E-10, are required to ensure the quality and consistency of the
data used to construct the availability matrix. The approach also
requires the availability of historical data from a broad base of
installed systems. Given the high cost of EUV systems and the risk of
production losses resulting from downtime, every effort must be made to
optimize sub-fab system availability – any compromise in this area is
likely to prove penny-wise and pound-foolish.

































