When mechanics become yield-critical: motion design for the advanced packaging era
Advanced packaging has created new process bottlenecks
related to the internal mechanics of the packaging equipment. As alignment
tolerances compress from microns to tens of nanometers, motion platforms stop
being background automation and instead become yield-critical infrastructure.

By Justin Bressi, Business Development Manager, Aerotech
Inc.
Variations that previously sat comfortably below the sensitivity of the packaging processes — vibration, thermal drift, mechanical compliance, encoder latency — now surface directly as bonding defects, layer misalignment, or via inconsistency.
This shift is evident in production environments for hybrid bonding, fan-out packaging, and glass interposer manufacturing. The discussion below reflects the engineering challenges emerging across these applications, and how system-level motion design is reshaping what precision means in semiconductor assembly.
SIS: What’s driving the spike in motion-related failures in next-generation packaging equipment?
JB: The primary driver is the tightening of alignment tolerances from the micron domain into the nanometer domain. At this scale, position stability is not determined by encoder resolution alone — it depends on how mechanical stiffness, thermal behavior, controller latency, cabling dynamics, and metrology timing interact while executing precise motion profiles.
Processes such as wafer-to-wafer hybrid bonding, high-bandwidth memory stacking, and through-glass via drilling expose this clearly. Any deviation in planarity, any vibration mode left undamped, or any drift over time becomes visible as yield loss. Effects once considered negligible now matter.
System-level precision is not a property driven by any one individual component; it is the emergent behavior of the entire motion system. Improvements must therefore be systemic, not incremental.
SIS: Why can’t legacy motion architectures simply be upgraded to meet these new tolerances?
JB: Traditional upgrade paths — swapping to a higher-resolution encoder, adding compensation routines, or selecting a stiffer stage — often fail to fully address the problem once tolerances fall into the nanometer range. At this level, every source of error shares the same budget, and these errors interact and compound.
Legacy architectures often rely on stacked mechanical assemblies, PID-only control, and correction applied after error is detected. These approaches work when tolerances allow room for adjustment. They break down when correction latency exceeds the mechanical response time of the system.
The shift required is conceptual: motion must be co-engineered with the process, rather than added on as an automation layer. Integration, not component improvement, becomes the mechanism by which stability is achieved.

SIS: How do you achieve sub-micron alignment and planarity in high-throughput hybrid bonding tools?
JB: Sub-micron alignment and planarity are achieved through the combined effect of mechanical architecture, metrology feedback, control strategy, and thermal stability. Direct-drive structures reduce compliance, air bearings provide near-frictionless movement, high-resolution digital encoders or laser interferometers supply nanometer-scale feedback, and synchronization latencies are tuned to microseconds.
Thermal behavior matters as much as structural accuracy. Material selection and heat path design influence how the system behaves during extended operation, especially under the highly dynamic and demanding motion profiles needed to meet throughput targets.
Alignment is not produced by a single stage or sensor. It is the result of the entire motion stack being engineered as a unified system.
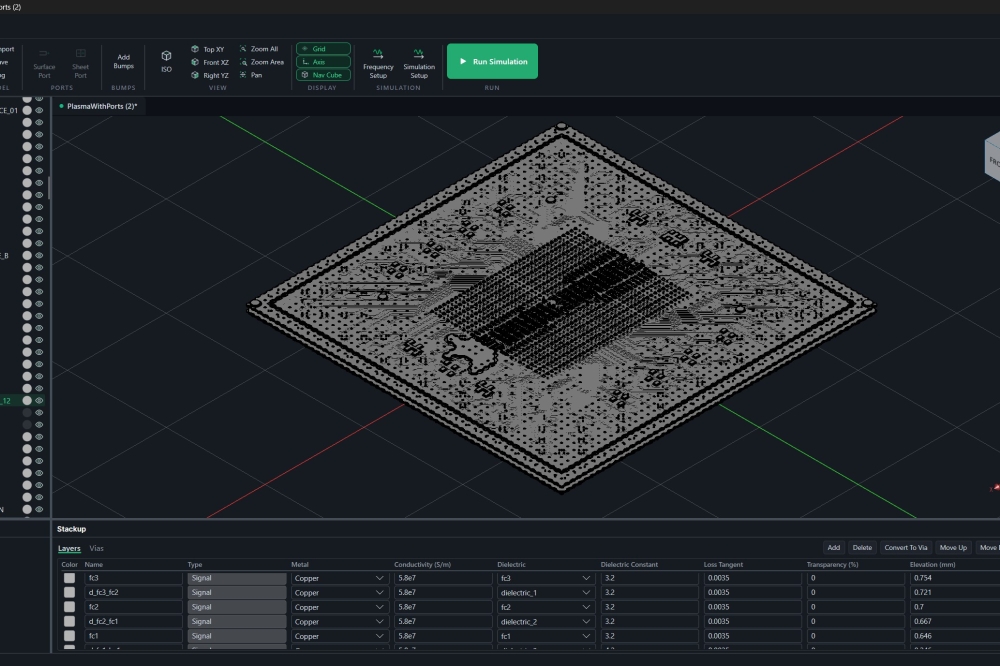
SIS: Why is through-glass via (TGV) drilling considered a “worst-case” motion problem — and how is it being addressed?
JB: TGV drilling simultaneously requires pinpoint accuracy, timing coordination between several subsystems, and extreme throughput. The substrate must be positioned precisely, the laser path must be synchronized with motion, and pulse placement must remain consistent even as the system accelerates through complex trajectories.
To achieve this in production environments, the servo stages and galvo scan heads must operate as a single coordinated motion system. Infinite Field of View (IFOV) blends the motion of both elements, eliminating stitching errors across the substrate. Position Synchronized Output (PSO) ensures each laser pulse is triggered at the correct spatial coordinate.
Setup and optimization are accelerated through machine-learning-based step-and-settle tuning (via Aerotech’s DrillOptimizer tool), which identifies efficient motion and pulse parameters automatically.
This allows TGV performance to be repeatable and scalable, not just achievable in isolated demonstrations.
SIS: Can precision and speed be co-optimized, or will they always compete?
JB: Precision and speed can conflict if they are treated as independent objectives. In practice, they are both outcomes of mechanical stiffness, inertial sensing, and control design.
Increasing structural stiffness raises the natural resonance frequency of the system, allowing higher acceleration without inducing vibration. Real-time inertial feedback — such as integrated accelerometers — enables more aggressive servo tuning without overshoot. Control strategies that reflect the mechanical resonance profile maintain throughput without sacrificing accuracy.
The goal is not to balance speed against precision, but to engineer the system so that speed and precision are both reinforced by the system architecture.
SIS: What challenges do equipment builders face when scaling from R&D tools to high-volume manufacturing systems?
JB: A common issue is control platform discontinuity. Many tools begin development on one control architecture and shift to another for volume deployment, which forces re-tuning, re-validation, and software re-integration — often delaying high-volume introduction.
Consistent control architecture from prototype through pilot and into production avoids this disruption.
Software, motion behavior, and servo tuning should travel intact across the development cycle, and subsystems should scale rather than be redesigned.
The motion architecture should scale with the tool, not reset when production begins.
Where motion control is headed next
Motion control in advanced packaging is moving toward closer integration of motion, sensing, and real-time analysis. Rather than correcting drift or vibration after the fact, next-generation control layers will predict and compensate continuously, informed by models of mechanical and thermal variation.
Motion system data and in-process metrology are beginning to be fused natively, allowing deviations to be detected earlier and compensated automatically.
Machine-learning-driven auto-tuning will gradually reduce manual optimization, particularly as production tools accumulate operational datasets that can generalize across recipes and substrates. Meanwhile, the motion platform itself is increasingly recognized as part of the process architecture, rather than a mechanical subsystem — especially in chiplet assembly, hybrid bonding, and glass interposer manufacturing.
The next phase of advanced packaging will depend not just on
accurate positioning, but on how effectively motion, sensing, and control
evolve together as a unified system.