Process-reliable high purity cleaning: Why rinsing determines success or scrap

During rinsing, it is decided whether high-purity components
reach the required cleanliness limits or whether recontamination after cleaning
leads to scrap. Three factors are particularly critical: ultrapure water
quality directly at the point of use (particles, organics/TOC, conductivity,
pH), minimal carryover between process stages and a clearly defined rinsing
strategy and plant engineering and loop hygiene: suitable materials,
well-designed piping, and continuous monitoring.
The following article, from BvL Oberflächentechnik GmbH, explains the
background to these key levers and shows why rinsing becomes a system-critical
process
step in high purity component cleaning.
In high purity component cleaning, cleanliness requirements are more demanding than in almost any other field: permissible limits for the chemical composition of the component surface in atomic percent, extremely low outgassing rates, and particle freedom in the submicron range.
These stringent requirements result from extreme vacuum conditions in which the components are used, for example in EUV lithography, aerospace, or mass spectrometers for analytical applications. In these environments, cleanliness is not “nice to have” — it is a system characteristic.
This means the entire process chain must be designed to
deliver technical cleanliness reliably and to prevent recontamination. This
applies in particular to the process media: every contact medium must meet the
same high limits so the specification is not compromised. Otherwise, either the
required cleanliness cannot be achieved or the component is recontaminated
after cleaning.
For ambient air and process air, limit values are generally manageable using cleanroom technology and HEPA/ULPA filtration. Process water, however, is often far more challenging: in rinsing, it must not introduce particles or organic residues onto the component otherwise, recontamination and scrap may occur.
What does “rinsing” actually mean?
Rinsing is not simply “washing off” cleaner. In essence, it
is the controlled dilution of the liquid film that is carried over on the
component surface with rinse water. Through dilution, remaining contaminants
are simultaneously removed and transported out.
Rinsing therefore becomes a mass transfer challenge: the objective is to reduce contamination concentrations from stage to stage in a defined manner below the relevant limits, both particulate and filmic/organic.
In short: a component can only become as clean as the final rinse allows.
Key factors for high rinse quality
The decisive factors for high rinse quality are water quality at the point of use and minimal carryover.
The required water quality depends on the applicable cleanliness requirements. In many cases, ultrapure water (UPW) is used in the final rinses. Terminology is sometimes inconsistent, as standardized definitions for “ultrapure water” are not widely established across Europe.
Water quality is influenced by the quality of municipal feed water. Depending on hardness, conductivity and dissolved salts, pretreatment may be necessary, for example through activated carbon filtration, particle filtration, manganese removal, or iron removal.
Typically, reverse osmosis is then used: pressure forces water through a semipermeable membrane, separating low-salt permeate from concentrate.
For the highest demands, further treatment often follows via
mixed-bed ion exchange or alternatively electrodeionization (EDI), which
operates continuously without regeneration chemicals. Depending on
requirements, additional stages such as UV treatment for microbial reduction or
degassing may be added.
Ultimately, water quality is defined and monitored using parameters such as conductivity, pH, and TOC (total organic carbon).
Modern water treatment can deliver excellent values at the outlet of the treatment system. The crucial factor, however, is maintaining that quality at the point of use, i.e., in the tank or chamber of the cleaning system itself.
Plant engineering as the enabler: materials, carryover
control, loop hygiene
This is where sophisticated plant engineering is required: it must ensure excellent water quality at the point of use through minimal carryover, appropriate materials, and where necessary effective loop hygiene. Because rinse quality is only as good as the system that carries it.
From the outset, the cleaning system must be designed to minimize carryover. This includes strict separation of media circuits: each tank has its own piping, its own filter units, and its own pump. Piping runs should be flow-optimized to prevent residual water from collecting anywhere.
Workpiece carriers and racks are frequently underestimated. Following the “form follows function” principle, they must be designed to avoid scooping points and unnecessary surface areas where water residues can remain.
Depending on the system type, additional features apply: in transfer immersion systems, defined overflows and separation baffles between tanks are important. Drip times and vibration of carriers support carryover prevention. In chamber systems, a drain-optimized chamber design, complete draining, and chamber cleaning between treatment steps are beneficial.
In addition, water quality should be monitored directly in the cleaning system, at the point of use, using appropriate sensor technology.
Selecting suitable materials and surfaces is also essential. Due to improved compatibility, V4A stainless steels (e.g., 1.4404, 1.4571) should be used instead of V2A; weld quality must be ensured. Brass should be avoided entirely. PP and PVDF may also be suitable for piping, depending on the application.
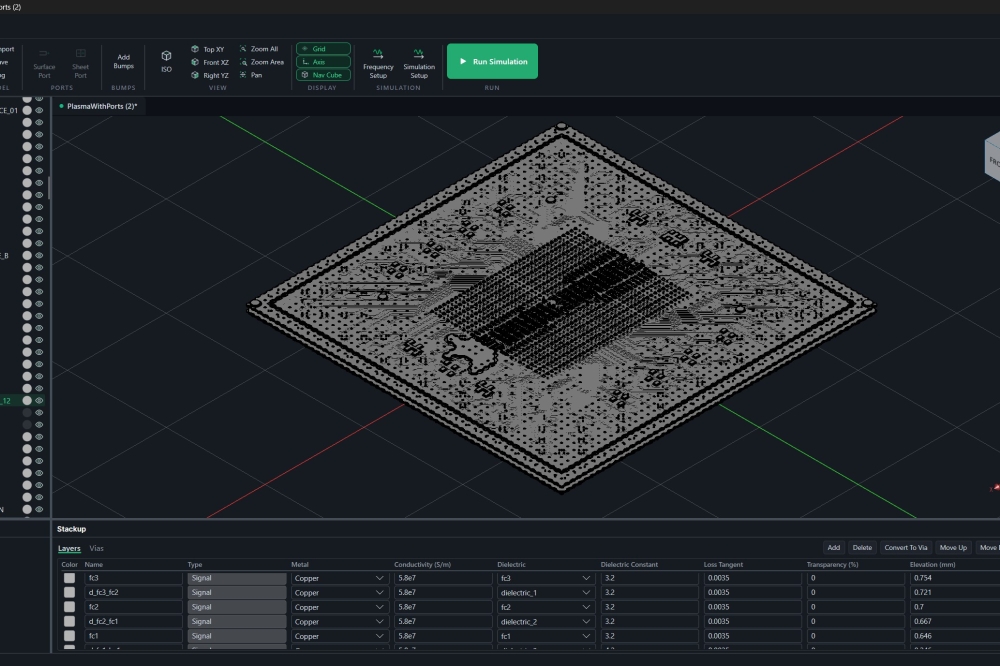
Practical example: Designing cleaning systems for high
purity rinsing processes
As an example of practical implementation, BvL Oberflächentechnik GmbH refers to cleaning systems that can be designed for high rinse quality at the point of use — among other things through separate media circuits, suitable materials, and in-process monitoring of water quality.
As examples, the NiagaraUP chamber cleaning system and the AtlanticTR immersion cleaning system are referenced.
Test cleanings are possible in the company’s Technology
Center. A UPW treatment system (EnviroFALK) is also available for tests (key
values: conductivity 0.04 µS/cm; TOC 13.58 ppb).