The benefits of AI to the semiconductor industry supply chain

A Q and A with Skyler Chi, Head of Enterprise Accounts, Exiger, discussing the impact of AI on the microelectronics manufacturing supply sector, the benefits it can provide and offering some advice as to how best to integrate the technology into supply chain operations.
SS: How is AI impacting the microelectronics manufacturing sector in terms of supply chain management / operations?
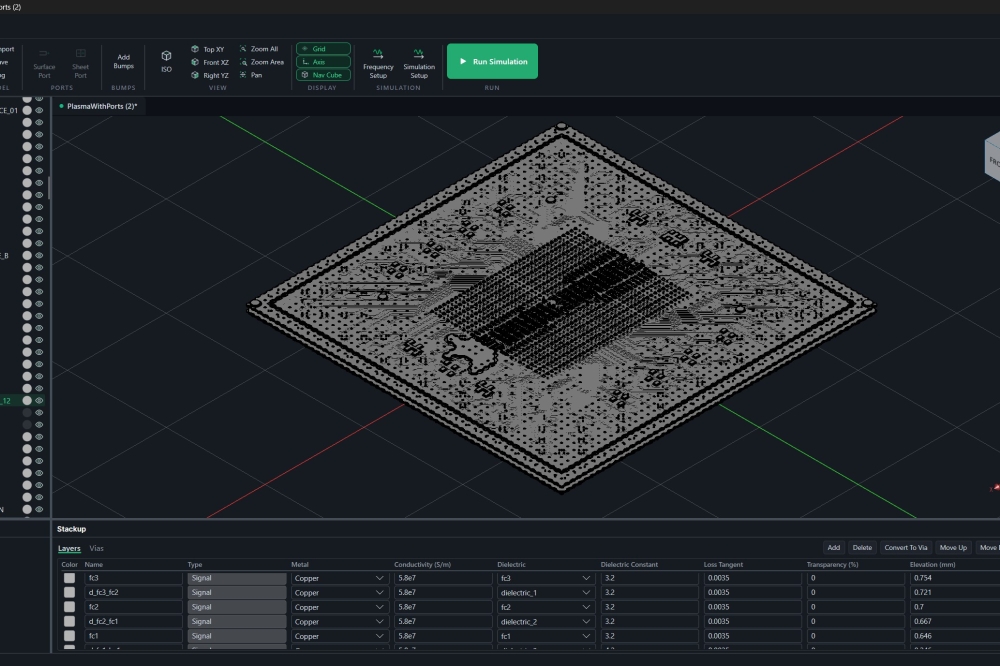
SC: AI is revolutionising everything from normal data entry, to art, to just about all our jobs and functions. The microelectronics space is no different as AI and machine learning have also taken certain manufacturing sector processes by storm by streamlining the supply chain management and operations. For example, AI-powered supply chain management software has recently been deployed to assist manufacturers in monitoring and optimising their entire production process, from procurement to logistics.
On the risk side, AI is automatically scouring billions of open-source records per day and stitching together disparate documents to automatically illuminate previously opaque supply chains. Through this evolution, AI has enabled manufacturers to capture and analyse data in real-time, allowing them to make incredibly informed and optimised decisions that increase efficiency and reduce waste (while increasing time to value).
SS: What benefits can AI technology provide to the microelectronics manufacturing sector supply chain? Are there any drawbacks?
SC: AI has clearly provided several benefits to the microelectronics manufacturing sector’s supply chain, including predictive maintenance, demand forecasting, quality control, and inventory optimisation. Predictive maintenance algorithms have today been deployed to prevent equipment downtime by identifying potential problems before they occur. AI-enabled demand forecasting algorithms provide accurate sales predictions, allowing manufacturers to optimise inventory and production planning. And AI-powered quality control systems analyse data from sensors and cameras to detect defects in real-time, reducing scrap and rework. Finally, AI has helped optimise inventory management by predicting demand, reducing waste, and avoiding overstocking.
The main drawback of AI technology is the potential for cyber-attacks or data breaches. Not to mention AI appears to give incredibly false answers with confidence. Or, as I prefer to tell my team, “Just assume in these early stages that the tools are often wrong, but never in doubt”. Like any tool, it’s important to rely on them but to check and challenge their outputs in the same way that we would any other tool. AI in many ways is not as accurate in the same way that, today, we rely on calculators to add 2+2. Since AI algorithms rely on vast amounts of data to learn, any compromise of the data could have significant consequences for the entire supply chain. Additionally, the integration of AI technology requires significant investment, training, and organisational change, which can be a challenge for some manufacturers and software companies.
SS: How do microelectronics manufacturing businesses utilize AI technology in their supply chains?
SC: Microelectronics manufacturing businesses are using AI today in various ways to optimise their supply chain management and operations. For example, manufacturers use predictive maintenance algorithms to minimise equipment downtime and optimise maintenance schedules. They also use AI-enabled demand forecasting algorithms to predict sales and optimise inventory and production planning. Quality control systems are relatedly enhanced as they allow users to immediately analyse vast (read: trillions) of data records from sensors and cameras to detect defects in real-time, reducing scrap and rework across all manufacturing sites. Finally, AI has helped optimise inventory management by predicting demand, reducing waste, and avoiding overstocking while highlighting risk of disruption in near-real time.
SS: Do you have any tips/best practice advice on how microelectronics manufacturing companies should integrate AI technology into their supply chain operations?
SC: In short, to integrate AI successfully into any system or supply chain operation function, microelectronics manufacturing companies can consider some of these best practices: Start with a very clear understanding of the business objectives and identify the specific supply chain processes that AI technology can improve. Without a roadmap, most evolution is destined to fail at the implementation stage.
Firms can and should develop a data strategy that defines the data requirements, data sources, and data governance policies needed to support AI-powered supply chain management. As noted above, garbage in means garbage out and strategic and tactical training of AI models is critical to accuracy. Companies can also choose to partner with technology vendors – like Exiger who have worked in the AI and supply chain management space for over a decade - with a track record of developing and deploying solutions in the microelectronics manufacturing industry.
Companies should ensure that all algorithms and training models are transparent, explainable, and auditable to build trust with stakeholders and ensure regulatory compliance. A single inaccurate response can immediately destroy all trust across the teams.
Lastly, companies should look to train employees to use any AI supply chain management tools effectively and subsequently monitor their performance regularly to identify areas for improvement. As noted above, “just assume in these early stages that the tools are often wrong, but never in doubt”.